联轴器螺母加工
发布者:鑫程机械 发布日期:2017-11-20
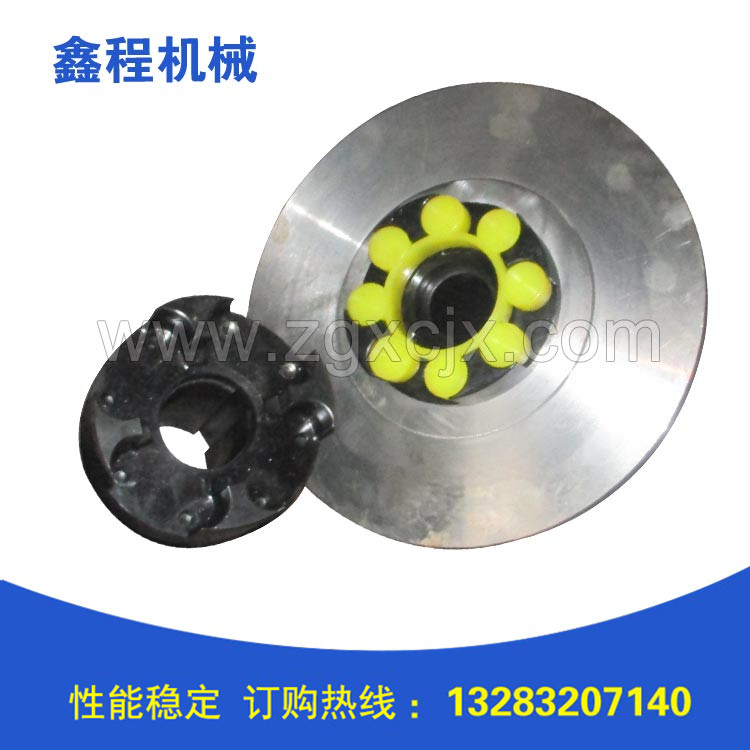
程序编制完成以后还需要现场的零件试加工,以验证加工方法和程序的正确性。见下图
在试加工之前,先用记号笔标记出螺纹的起刀点,将螺纹的起刀点找正在X轴的正方向上,并找正零件圆心与转台的重合,基准面为A面,夹紧D面,找正C面跳动不大于0.04mm。以D端面作为对刀点并作为Y轴零点,零件圆心为X轴和Z轴的零点。为了螺纹的转接R值,选用φ40的圆柱铣刀。按程序加工后发现,程序所走的螺旋线是正确的,但该指令只走360°,经过测量铣除一圈螺纹并没有去除不螺纹,通过加大程序中的升程数值发现并不能使设备铣多圈的螺旋线,只能采用其它方法。终用下面的方法解决了此问题:先用记号笔标记出螺纹的起刀点和螺纹的位置,找正时先按照螺纹起刀点在X轴正向的方法找正零件,然后按程序正常铣削,当程序走到螺纹标记位置时,将程序停止,查看刀具目前所下的,记录该数值,然后旋转转台,将螺纹标记位置转到X轴正向,将该方向定为角向零点。然后将记录的数值代替起始值,这样一来程序就改变为从螺纹位置起刀,走一圈就正好铣到螺纹的位置,通过调整刀补及加工出的零件符合要求。