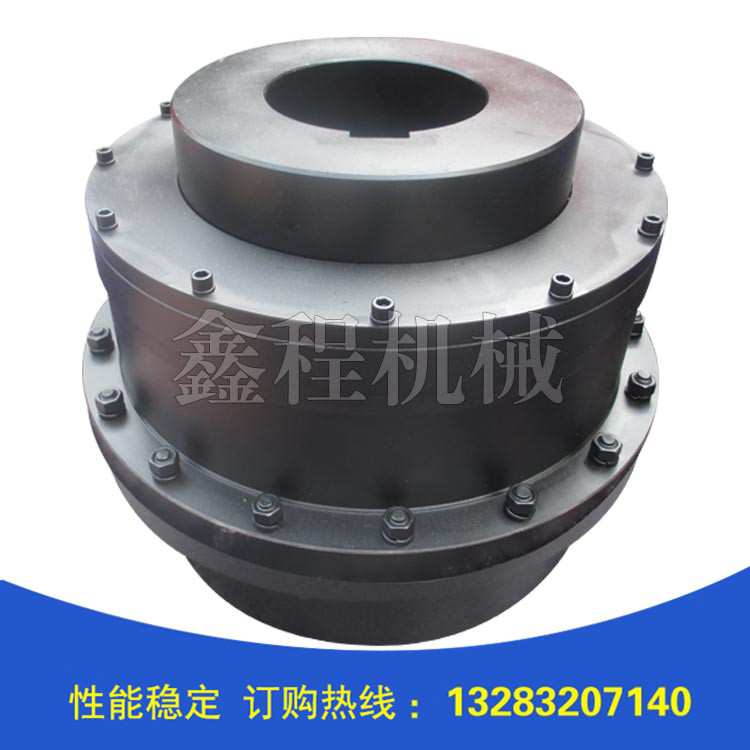
齿式联轴器的热装
发布者:鑫程机械 发布日期:2017-09-14
齿式联轴器在加工前应对安装方法进行了解,对于热装联轴器轴孔加工 公差应该为减公差,利用热胀冷缩的原理方便安装。在联轴器轴孔热装时,是采用不同的方法加热使联轴器膨胀的尺寸后热套在轴上。般来说,加热方法可分为 用热油煮、木柴、木炭和焦炭烧,或者采用氧气乙炔以及感应加热等。如果联轴哭重量轻、体积小,操作比较方便的可采用热油煮和木柴烧的方法。不过用木柴烧较 脏,加热不易均匀。好采用油煮和感应加热法。对于大型联轴器,大都采用感应加热法。因为大型联轴器重量大,在加热或套装时依靠主电室吊车来吊运。感 应加热由于占地面积小,可以在主电室内进行而不影响其他施工,加热时比较干净,同时可准确控制联轴器内孔热膨胀量。
热装联轴器的操作步骤
1.在加热炉内加热到指定温度,并检测工件温度。
2.将联轴节取出后翻身,放人炉内继续加热。如用木柴加热大型联轴节。则经2~3h后,用量棒反复测量孔径,直至尺寸大的量棒能自由进入联轴节孔内,加热即可结束。
3.吊出联轴节,装上撞板、抬攀或其他套装工具。
4.校正的位置,使联轴节孔垂直(垂直套装时)或呈水平(水平套装时),并清扫联轴节孔,使内孔无杂物。
5.将联轴节吊近转轴处;再一次用量棒检查内孔尺寸是否有所需装配间隙,如量棒能通过,才能进行套装。
6.在转轴的配合面上均匀地涂上机油。
7.将联轴节平稳地移近转轴,对准轴与孔的位置,进行套装。待联轴节套进1/3左右,应再一次检查孔与轴的相对位置,是否有歪斜,如果正确,则继续将联轴节撞进。
8.后装上夹紧工具,防止联轴节在轴上移动,然后让其自然冷却。