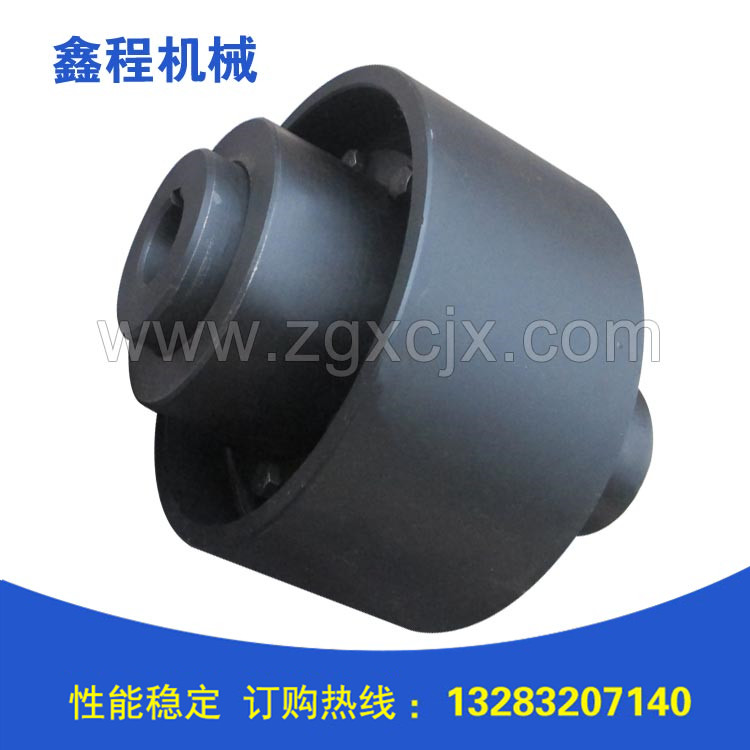
鼓形齿外齿轴套的加工
发布者:鑫程机械 发布日期:2018-05-19
外齿轴套的加工
外齿轴套材质一般采用42CrMo,齿而硬度一般达布氏硬度302341 HB,有时采用齿而表淬硬度能达到4852 HRC。随着现代技术的发展渗碳淬火和氮化轴套也被广泛应用,齿部表而氮化其维氏硬度能达到500 HV。根据结构和使用特点,加工的主要工序是:外形尺寸和内孔尺寸的加工,鼓形齿的加工及键槽的加工。一般的工艺流程是:锻一粗车一探伤一调质一精车一划线一钻一滚齿一探伤一插键槽。
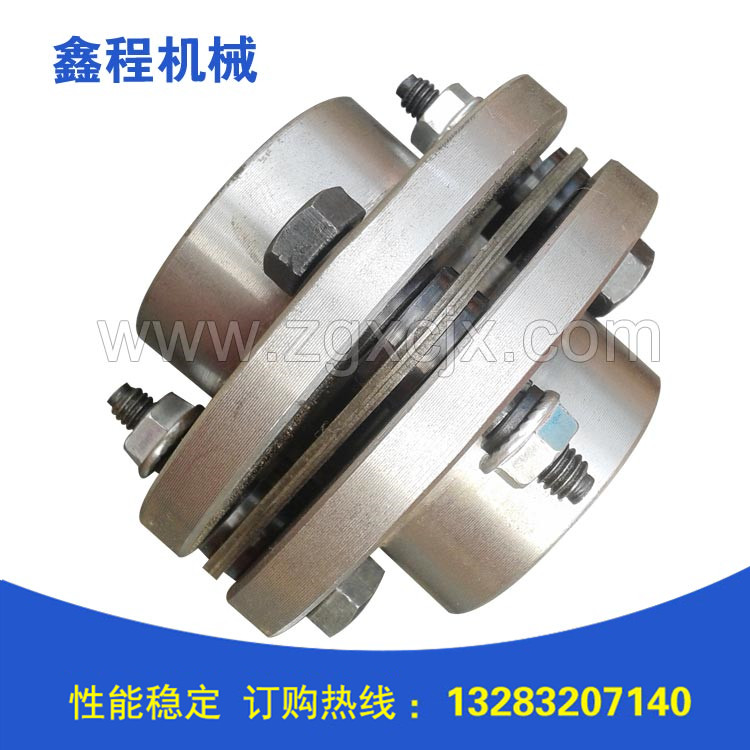
车削加工工序
为了零件质量,粗车后经过超声波探伤,再经过调质处理。精车加工主要是为了内孔与基而垂直_齿外圆的齿顶圆弧而一般先用车刀粗车然后用成型刀靠成,用样板来检查。