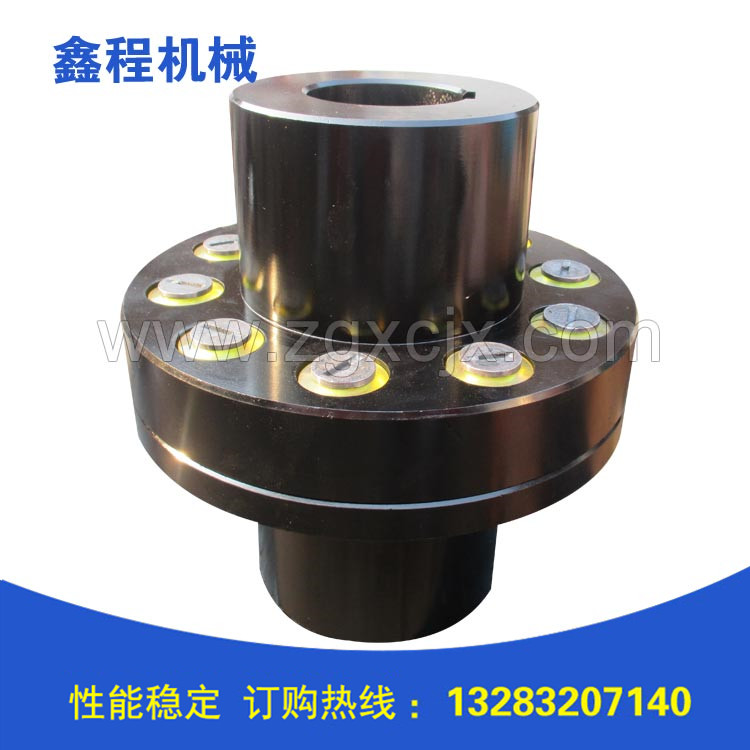
大中型齿式联轴器保护性拆除
发布者:鑫程机械 发布日期:2020-05-31
大中型齿式联轴器保护性拆除
大型的齿式联轴器一般均在施工现场进行装配,但是目前联轴器装配工艺,无论用油加热、火加热还是电加热均是比较的。即使如此,每次装配前还是需装配的成套联轴器的尺寸反复测量,确定加热温度,制作标尺,吊装工具、方法等。对于大多数情况来说,这种大过盈量的联轴器热装是不可逆的。要么装配成功,要么装配失败。在设备的大中修过程中,也经常有大型的齿式联轴器调换。然而,对于大多数厂矿来说,联轴器的换意味着旧的联轴器破坏性拆除(一般用气割割除),此办法费工费时,而且会延误工期。我公司人员为您提供一种可拆卸的方法。
在联轴器的断面,利用端面的四个螺栓孔,固定一块厚度为60mm的钢板,在联轴器的后部背2根H型钢,用30 mm的钢板把H型钢和60 mm的钢板联接起来。在中间架一台200 t的液压千斤顶。因为液压千斤顶和螺旋千斤顶相比,不但力量大、操作方便,而且可以保持压力。
在齿式联轴器的外表面,采用8把焊枪,同时均匀加热,这样可以使联轴器的温度在很短的时间内上升,而轴的温度不会有明显的变化。在齿式联轴器的拆卸油孔上,使用2个250MPa的油泵,往齿式联轴器内打油,依靠高压油的压力,使齿式联轴器的内孔扩张大,以过盈量。在使用这几种方法时,应注意以下几点:
①先用油泵打油,且油压每升高50 MPa,保压3一5 min。
②当油压升至150 MPa,用8把焊枪同时在联轴器周围进行加热,当联轴器外表面加热到200℃时,再将泵的压力继续升高,直至升到250 MPa时稳住压力,同时将联轴器中间的200 t液压千斤顶压力升到合适温度。在这几种力的同时作用下,能将任意过盈配合的联轴器从轴上拆卸下来。