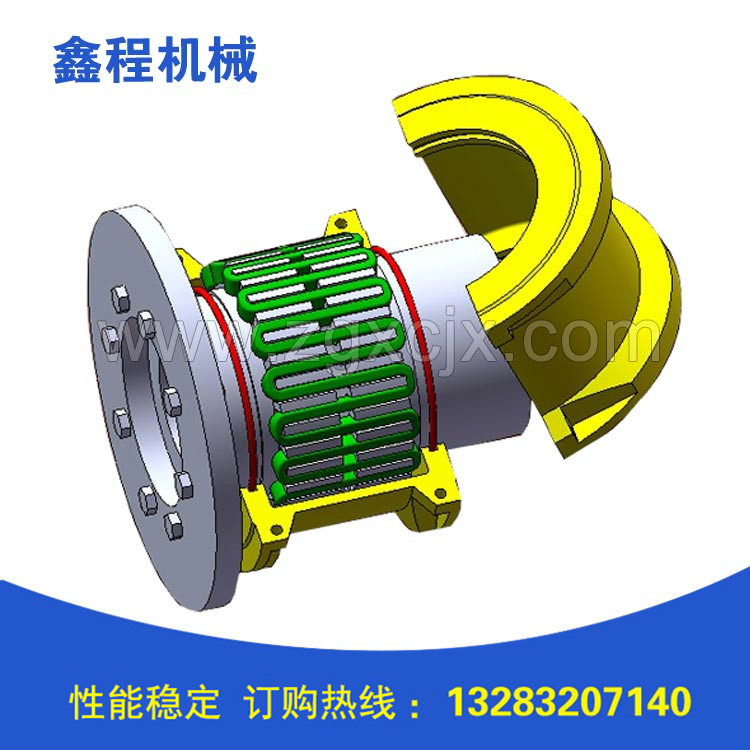
大尺寸齿式联轴器拆装
发布者:鑫程机械 发布日期:2020-06-30
大尺寸齿式联轴器拆装
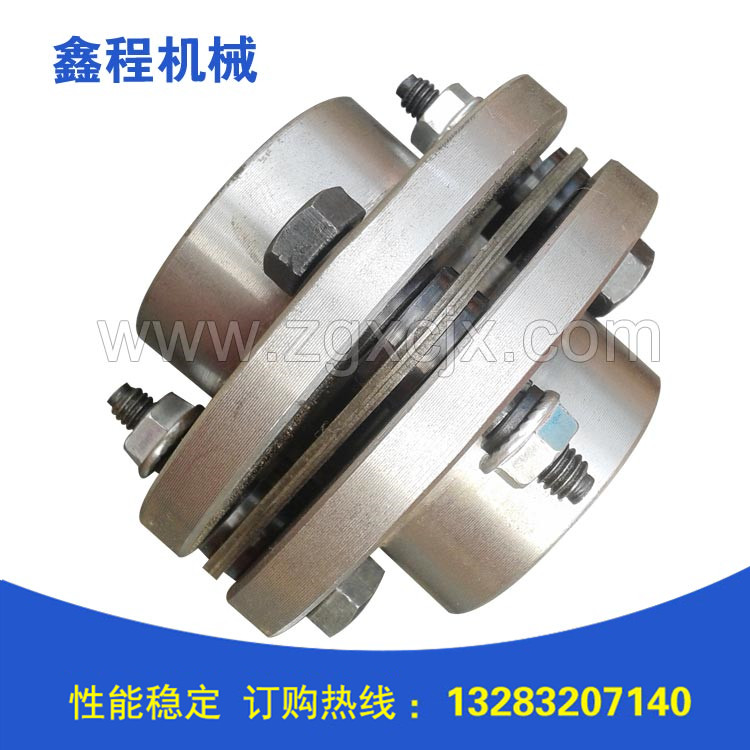
因轴尺寸较大、轴和联轴器过盈较大,结合现场设备条件,场地条件,传统联轴器拆装方法不能完成任务,完成施工所面临的技术难题主要有两个:拆除时,加热要均匀;设备尺寸大,需要的外力大,施工不方便。在分析了图纸和现有的设备状况后,确定了制作工具对其进行拆卸装配,同时用一台千吨液压千斤顶作为动力,用多套烤把分区域对其进行均匀加热,联轴器加热均匀,确定分步分次进行拆除。回装时在退火炉内加热,现场安装。
确定制作擦箱,根据液压千斤顶行程制作顶块,现场使用割把加热,将液压千斤顶固定在探箱背板上,使千斤顶中心线和轴头中心线保持一致,制作垫块托架。在联轴器上待加热部位做记号,划分区域,对应割把号。按照区域划分,对联轴器进行加热(尽量避免直接加热齿部,随时测定轴和齿头温度,在加热初期齿头温度上升明显快于轴的温度使用挥箱和千吨液压顶将此联轴器顶出。安装时先在退火炉加热,保温运送至现场安装