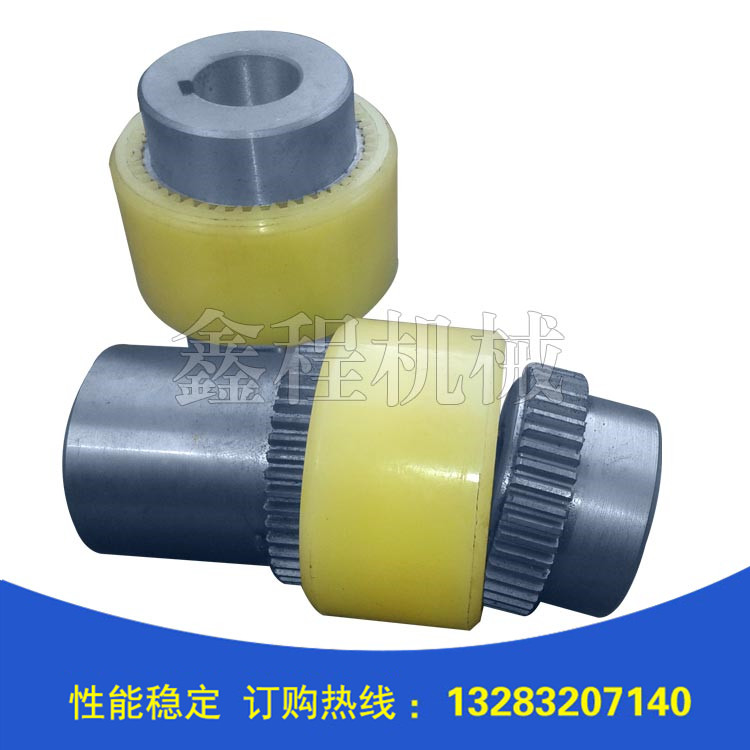
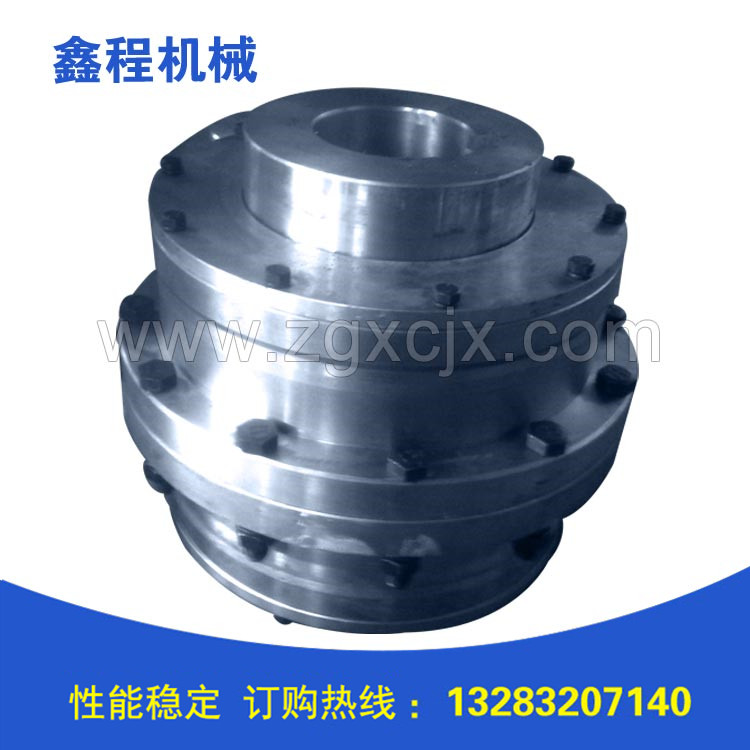
联轴器短节安装
发布者:鑫程机械 发布日期:2017-09-19
在安装短节之前先要设定联轴器的预紧力。所谓预紧力就是在连接中,在受到工作载荷之前,为了增强连接的性和紧密性,防止受到载荷后连接件间出现缝隙或者相对位移而人为预先施加的力。
由于设备冷、热态变化时的热膨胀位移量很大,有可能会导致轴头膜片的过度拉伸,并终导致材料失效,所以不能依靠轴头处膜片来吸收该位移,这就使得在冷态条件下设置联轴器短节预紧力变得非常重要。
就本文介绍的联轴器来说,在冷态时设定适当的间隙,然后安装联轴器短节,让联轴器在冷态下发生拉伸变形。这样当机组运行,处于热态时,热膨胀带来的轴向位移会使得联轴器短节变短,从而抵消由于施加预紧力所带来的拉伸变形,并终使得联轴器在无应力的情况下工作。
在不安装短节与轴头之间的垫片的情况下,将联轴器短节放置到安装位置,适当上紧一端的螺栓,并测量另一端轴头与短节之间的间隙。测量到的间隙减去所需要的预紧力间隙值(联轴器图纸中有尺寸要求),就是需要添加的垫片的厚度。
通常生产商提供的垫片是相同厚度的一组垫片,以方便现场根据实际情况调整。在算出需要添加的垫片的厚度后,就可以使用以下公式计算所需添加的垫片数量:在放置垫片时,将需要添加的垫片平均分配至短节的两端。
在设置完预紧力,计算出垫片数量后,就可以开始安装联轴器短节。联轴器短节两端的螺栓,在上紧时要严格按照图纸规定的力矩并遵循分步和对角的原则。建议在螺栓上涂抹抗咬合剂,已避免出现安装或拆卸时螺纹咬死。由于轴头是膜片式的,容易变形.因此为了防止联轴器在运输过程中受到颠簸等原因损坏,在设计时专门设计了临时运输固定螺丝和衬套,安装的后一步就是要拆除这些临时运输固定螺丝和衬套。