
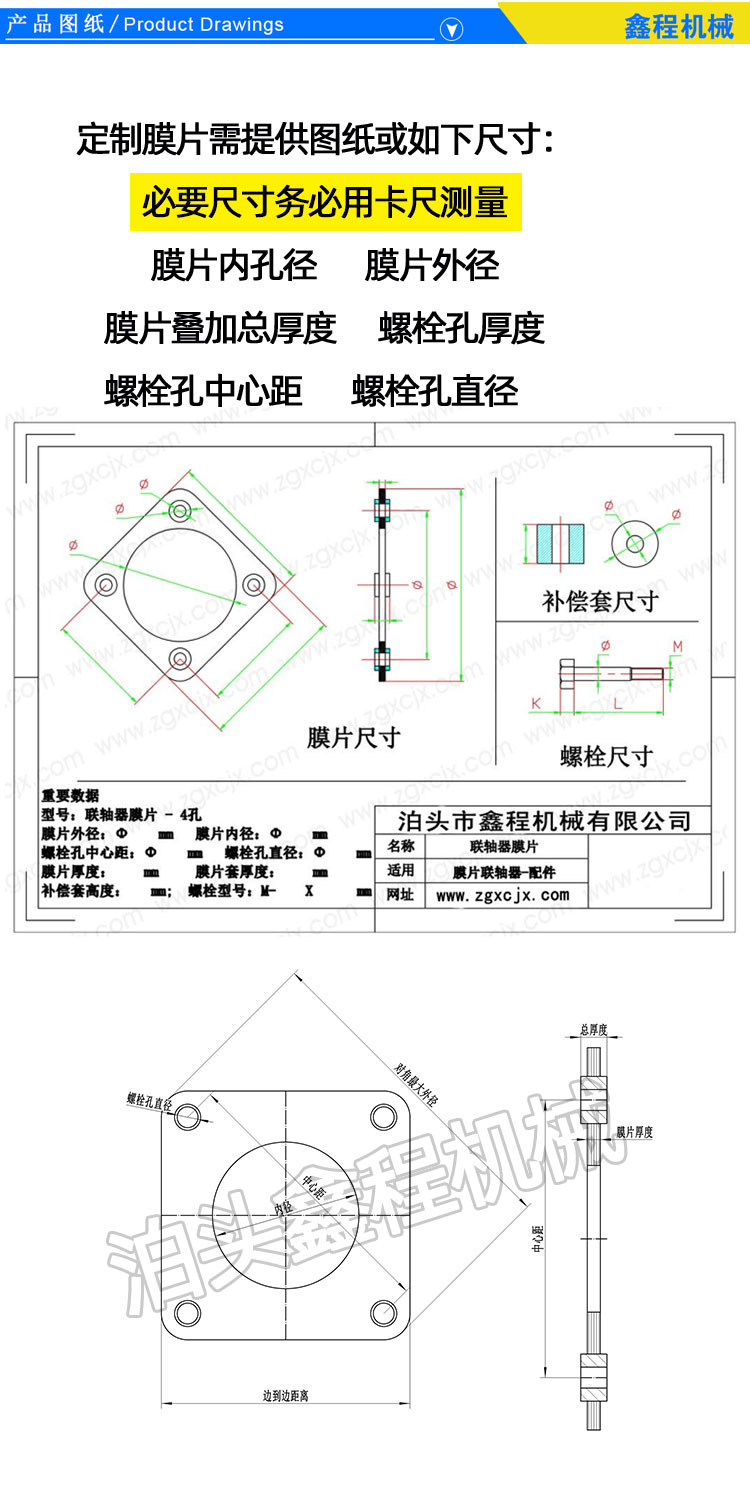
四边形4孔联轴器膜片
膜片联轴器轴系的传动系统:轴系传动通常由一个或若干个膜片联轴器将主、从动轴连接起来,形成轴系传动系统,以传递转动或运动。膜片联轴器主要是由于电动机、减速机及工作机的轴连接,其轴孔形式、连接形式及尺寸主要取决于所连接轴的型式及尺寸,产品设计时一般按圆柱形和圆锥形轴深标准设计轴,轴深标准是针对轴的设计。各种不同形式的金属膜片联轴器在结构设计和系列设计时,以传递转矩的大小、膜片联轴器的结构和轮毂强度为依据。在不同膜片联轴器的标准中,均是每一规格膜片联轴器的一种轴孔长度。由于 GB/T3852的误导,致使我国的膜片联轴器产品标准中每一规格随着轴孔的变化都对应有多种轴孔的长度,将膜片联轴器标准转化为我国标准时也加上多种轴孔长度,似乎只有这样才算是转化。
膜片联轴器是以膜片为传递扭矩的传动装置,是一种金属弹性元件干式挠性联轴器。主要由主、从动端半联轴器、膜片组件和联接螺栓等零部件组成。其优点多多,如耐热、蚀、无需润滑、使用寿命长、可吸收轴向偏差、降低安装要求、使用过程中可调节径向角向偏差,无旋转间隙,缓和冲击、减轻振动,避免发生危险性破坏,制造成本低传递扭矩范围大,力学性能好。膜片联轴器使用范围广,现已广泛应用于石化设备、水泵、风机、造纸机械、制药机械、电力机械等设备。几乎可用于所有的动力传递中。



膜片联轴器的设计计算与膜片的结构形式有关,同时也与两轴的相对位移情况有关
螺栓:在联轴器的所在零部件中,螺栓和膜片两个零件受力比较复杂,螺栓受剪切、挤压、弯曲等力,但是挤压、弯曲与剪切力相比受力较小,不足以引起螺栓的变形,故计算螺栓中计算其剪切力就可以。有时联轴器的扭矩比较大时,也会由扭矩反算螺栓所受剪切应力的大小,由受力情况来决定所用螺栓的材质。
膜片是采用0.5mm厚的不锈钢铆制而成,用螺栓分别与主、从动端法兰联接,运行中膜片受拉、压、扭等复合应力。几片膜片被铆钉铆成一组,一般不会松动或引起膜片和铆钉之间的相对运动。膜片本身很薄,所以当相对位移荷载产生时它很容易弯曲,因此可以承受较大的三向(轴向、径向、角向)偏差,同时在伺服系统中产生较低的轴承负荷。 膜片是膜片联轴器中的关键性元件,是传递扭矩、减少缓冲和调整偏差的元件,在运转过程中受力比较复杂,膜片也有多种形式,如连续多边环形、圆环形、轮辐形、分离连杆形等,其中连续多边环形和圆环形的膜片组件,是由若干等厚度膜片组成,各片外缘为圆弧形的弹性较好,此外,边数少的弹性又比边数多的弹性好,但边数太少稳定性降低,单向运转时,只有一半环边承载传递扭矩。轮辐形膜片组件也是由若干片组成,其外缘和内缘上的螺栓孔分别与主从动半联轴器联接,工作时,发生扭转,膜片上的成形孔是为了增加弹性,由于弹性需要内外径的差值不宜过小,一般以传递中小功率为宜。分离连杆形膜片由单独的薄杆组成一个多边形,杆的形状简单,制造方便,但要求各孔距,其工作性能与连续环形基本相同,但强度和转速较低,适用于联轴器尺寸受限制的场合。
半联轴器:半联轴器在联轴器中是比较牢固的元件,其损坏的机率较小,要设计过程中要对法兰盘的厚度、轮毂的厚度和键槽处的强度进行校核,法兰盘的厚度是和螺栓的长度有关,一般螺栓的强度够用,法兰盘的厚度就够,轮毂的厚度要根据扭转强度进行计算。联轴器的键槽是通键,但是轴上是不通的,所以计算时要根据实际键槽长度进行计算。
三、膜片联轴器安装及应用
膜片联轴器安装前要准备好用到的工具,如加热设备、隔热手套、扭力扳手、起重设备、千分表等。其次要做好安装前的检查,检查零部件是否,在运输过程中有无损伤,孔、栓是否有划痕或毛刺,应孔和螺栓光杆部分表面洁净。还要检查两个半联轴器的内孔直径和长度与原动机和工作机轴的直径和长度是否相符。同时有足够的装配空间和今后进行保养和维修的空间。在安装过程中,零部件要合适地吊起或支承,尤其是法兰和止口应采取的防护措施,以防止划伤和碰出毛刺。
联轴器安装之前还要对机组进行找正,机组找正是泵、风机等辅机设备检修的一项重要工作,转动设备轴中心若找得不准,必然要引起机械的超常振动。因此在安装前进行转动机械设备轴中心的找正工作,使两轴中心偏差不超过规定数值。找正要求使两轴的外圆面同心,两轴的端面平行。方法是用千分表分别对两轴的端面和外圆测取跳动值,检测时,应在圆周向取4个读数,取平均值。两轴找正给,分别将主、从动端的半联轴器装到两轴上,调整不联轴器的水平和轴向距离,检测两个半联轴器法兰面之前的轴向距离,用检测轴同心的同样办法,检测两个半联轴器的位置,同样符合要求后,将膜片组件和中间节分别用螺栓联接到半联轴器上。紧固螺栓时,要用拧紧力矩扳手,按照螺母的拧紧力矩进行拧紧,而且要按先固定,再预紧,拧紧的原则,且一圈螺栓中,要对称拧紧,不要按顺序拧紧。联轴器安装好后,要对两半联轴器和中间节进行检测校对,确定三向偏差在要求范围内,再慢慢转动机器2-3转,确定转动自由后安装好联轴器的保护罩,可以开机运转。
联轴器在工作中,要定期对机组进行检查,看螺母是否松动,观察膜片组件外层表面是否在碰伤、裂纹、过度的变形缺陷,看螺栓配合段表面是否有明显柔伤,还要检查机组轴对中是否已变化,若不对中数值已超过规定,应重新进行对中调整。是可在机组运转过程中测量机组的振动值,如振动值已超过允许振动范围,应停机检查原因。

