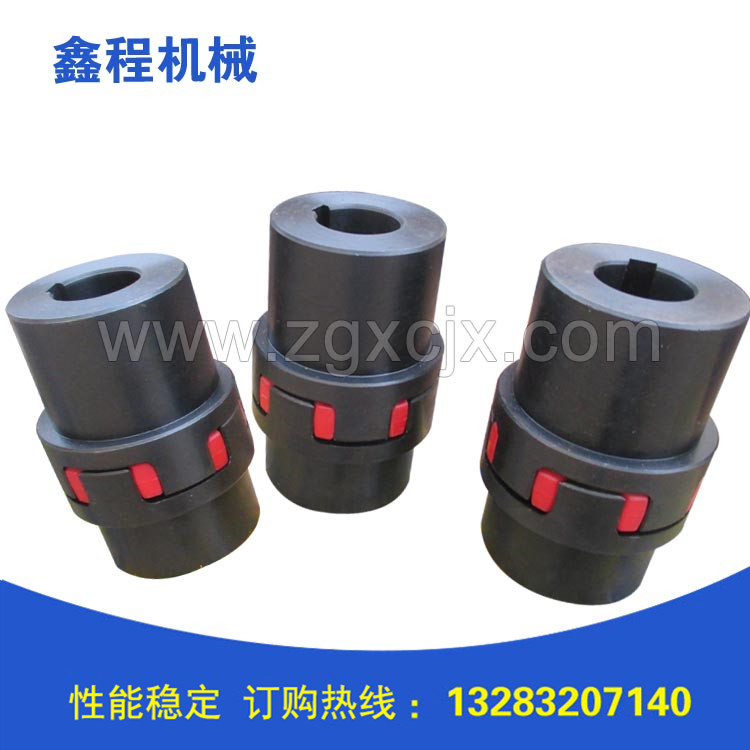
齿面无键联轴器的装配方法
齿面无键联轴器的装配方法
该系列联轴器通常是整个安装在飞轮罩里, 只需要一个平的泵安装盘, 可以节省设备内宝贵的空间. 由玻纤增强的尼龙飞轮法兰被设计可以在柴油发动机环境中运行无需空气循环. 该系列联轴器可以耐受 120°C. 钢制轴套齿轮的齿形设计可以允许角向安装偏差, 并防止由于偏差所导致的角向力作用到传动轴的轴承和密封上. 钢制轴套的冠部齿面可以在尼龙齿面上自由滑动. 任何轴的摆动都可以被联轴器吸收而不会传递到泵上. 在大多数装配过程中, 钢制轴套的齿轮可以穿过泵侧安装盘的预制孔, 安装方便, 无需观察.
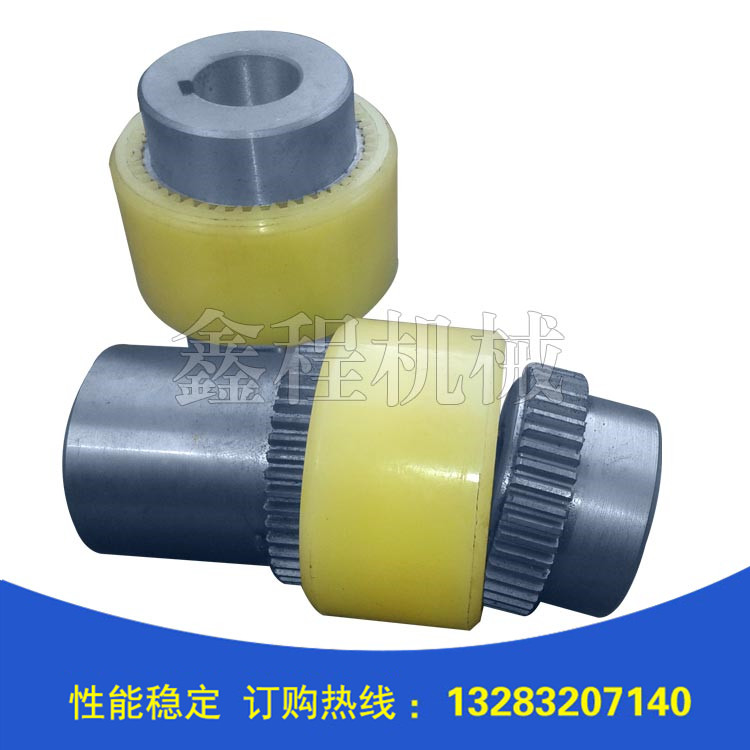
在齿式无键联轴器的装配中经常会发现轮毂与轮锥的接触面积达不到设计要求的缺陷。对于这种缺陷常常采用钳工研配的方法来处理。泊头市鑫程联轴器公司先选定在接触面积检查中已知的轮毂与轴锥相互之间接触面积大的方向作为研配的方向,并作好两者相互配合位置的标记。经选定的研配方向,在研配过程中不要随便改变,防止打磨混乱和重复劳动。联轴器的轮毂相对于轴来说是易损件。因此只能用修整轮毂的办法来接触情况,决不能用任何方法来处理轮锥表面,轴锥表面是研配的基准。在进行接触面积检查时,先在轴锥表面涂一层均匀而薄的红丹油,按接触面积的检查方法,做染色检查,与装配轮毂时的染色检查所不同的是使轮毂的内表面染色。通过染色情况可知,颜色深处为接触比较紧的区域,亦即轮毂内表面的凸起部位,颜色浅处,表面轮毂与轴锥刚接触上,无色处表示两者没有接触到。经过染色后就可打磨轮毂凸起的部位。打磨时一般用的金相砂纸,并把砂纸在透平油中浸泡一下,颜色深处多打磨些,颜色浅处少打磨些。打磨认真细致,根据颜色深浅有重有轻,而且要过渡均匀。打磨不能只在一个方向上往复运动,通常在打磨一段时间后,可转换45度打磨,过一会儿再转换45度打磨,这样可以避免轮毂内表面单向起纹线。打磨不能过急,每经少量打磨后,应进行染色检查,分析进展情况,反复多次。开始用新的金相砂纸,后期用打磨过的旧金相砂纸,逐步减少打磨量,使接触面积达到要求。后用粒度为1-10u 的抛光粉或抛光膏进行抛光,提高光洁度,以利二个面的接触。打磨认真,应该尽量减小打磨量。因为轮毂的锥度是很小的,轮毂内表面打磨一点,其内孔直径就扩大一点.轮毂在轴锥上就沿轴线推进许多。例如有一无键联轴器的轴锥斜角为0.50。通过三角函数计算可知,轮毂内孔直径每扩大0.01mm,轮毂就要沿轴线向上推进0.573mm。然而,轮毂的推进量是有限的,它受到轴头O形环槽的限止,一般除去配装需要的推进量外,只有4-5mm的余量,因此高的打磨量应控制在使轮毂内孔直径扩大不超过0.05mm。同时还要考虑以后拆装时由于轮毂的残余塑性变形而引起轮毂初始推进位置的上移,总之,千方百计地减小打磨量,又使接触面积达到技术要求。另外,在打磨中要注意不要在轮毂内孔的一侧单边打磨,防止轮毂与轴的同心度改变,一般在打磨完后,用千分表测一下轮毂端面的跳动是否符合要求。
无键齿式联轴器的轮毂与轴锥接触面积不够的研配是一项的钳工工作,要仔细的分析染色情况,打磨要稳步进行,不能操之过急。一套齿式无键联轴器的价格是很贵的,处理不好会使联袖器报废,处理达不到要求,会导致联轴器的轮毂与轴锥发生打滑的严重后果,因此慎重地做好研配工作。