
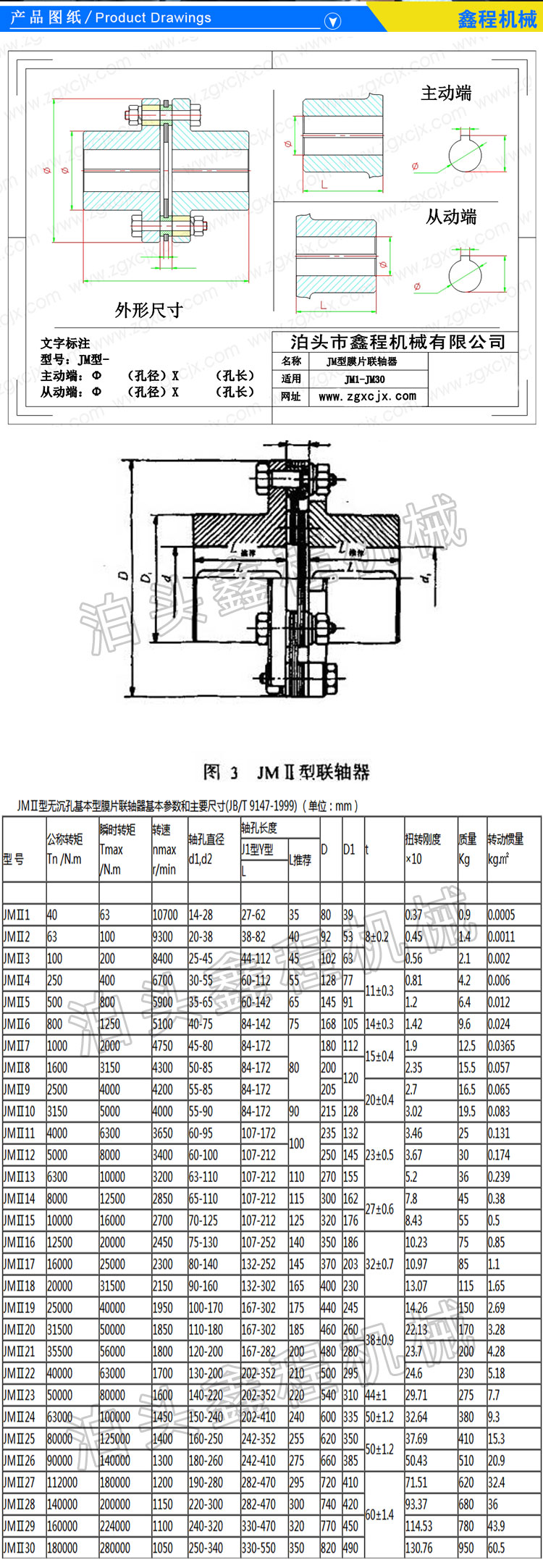
JMⅡ型无沉孔基本型膜片联轴器

JMⅡ型无沉孔基本型膜片联轴器比JMI型补偿量要大,JMI型补偿量为1~2mm,角向补偿量为30°~1°。轴向补偿量为1~6mm,角向补偿量为1°。建议选择时可以考虑补偿量上进行合理选择。靠膜片的弹性变形来补偿所联两轴的相对位移,不用润滑,结构较紧凑,,使用寿命长,无旋转间隙,不受温度和油污影响,具有耐酸、耐碱、的特点,适用于高温、高速、有腐蚀介质工况环境的轴系传动。
1螺栓是重要核心部件,它的安装正确与否直接影响到产品的性能寿命,否则会造成的人力和配件的浪费。因此正确安装膜片联轴器螺栓方向是关键的一环,并千万切记不要装反和丢下任何一个小零件包括弹簧垫圈,才能使螺栓组件发挥它的优良性能,不会使其它部件损坏。
2螺栓配合段与法兰盘小孔配合段间隙,一般根据螺栓直径为0.20mm ~0.30mm此配合段起到传递扭矩非常关键的作用。缓冲套与膜片铆钉内孔与螺栓直径间隙为0.5mm~0.7mm,起到压紧和定位膜片作用。如果螺栓方向装锴容易造成螺栓偏斜,而膜片会因此而扭曲变形。
我公司备有多种类型常用规格型号的半成品库存,以交货期缩短,我公司以优异的产品质量、的交货期加上售前售后优良的服务态度,被众多客户给予好评





安装拆卸
1.将安装轴表面的灰尘污浊擦拭干净,同行抹一层薄薄的机油或者润滑剂.
2.将内孔清洁干净,抹机油或者润滑剂.
3.将插入安装轴;如孔径偏紧,注意避免用铁锤或硬金属击打安装.
4.定位完成后,先按对角线方向,用扭力扳手(规定的拧紧力矩1/4)轻轻地拧紧螺丝.
5.加大力度(规定拧紧力矩的1/2)重复完成第4步动作.
6.按规定的拧紧力矩进行拧紧力矩进行拧紧固定.
7.按圆周方向依次拧紧固定螺丝.
8.拆卸时,请在装置停止的状态下进行;依次松开锁紧螺丝.
针对用百分表找正联轴器原理分析易导致径(轴)向间隙与百分表读数概念混淆、导致错误地确定轴线的偏移方向、计算过程复杂等问题,提出直接用百分表读数确定两轴空间位置的方法,导出用双表测量法找正联轴器调整量计算的基本公式。计算简单,不易出错,具有较强的实用性。
联轴器找正是机器安装维护过程中的重要工作之一。找正的目的是在机器工作时使主动轴和从动轴两轴中 心线在同一直线上。找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要。
百分表是将测量杆的微小位移进行放大并转变成指针的转动,从而在刻度盘上指示出相应的读数。它只能测出相对数值,不能测出绝 对数值,即百分表读数是相对于某一测量基准而言,该测量基准就是百分表读数为零时触头所处的位置。为此,取径向百分表读数为零且与基准轴线同轴线、触头所处的圆柱面作为径向测量基准,轴向百分表读数为零且与基准轴线垂直、触头所处的平面作为轴向测量基准。显然,径向百分表读数(代数值)越大,测量点到基准轴线的距离越大,表明被测半联轴器中 心偏向径向百表读数a大的一侧;轴径向百分表读数(代数值)越大,测量点到基准轴端面的距离越小,表明轴向百分表读数大的方向为联轴器端面张口的窄边。

