夹壳联轴器的调整与维护
夹壳联轴器的调整与维护
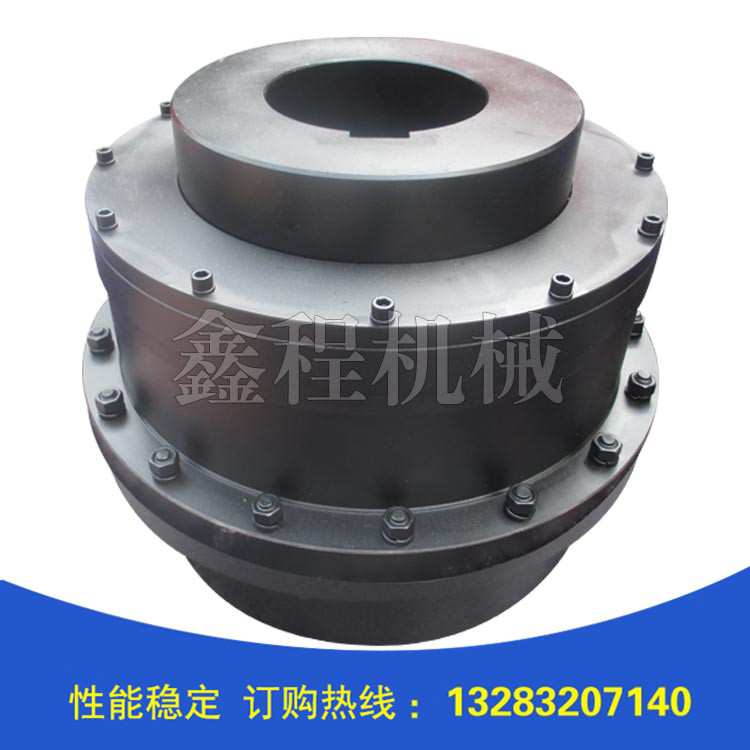
夹壳联轴器由于结构简单、装拆方便,适用于低速无冲击、振动载荷平稳的场合。因此,我们制砖设备的挤出机主轴与减速器输出轴的联接,较广泛地采用夹壳联轴器联接。但夹壳联轴器不具备轴向、径向和角向的补偿性能,并对联接件的夹紧力、锁紧螺栓的防松及两轴的同轴度等要求较高。所以,在选用夹壳联轴器作为制砖设备即挤出机的主轴与减速器输出轴联接时,要特别注意对夹壳联轴器的调整与维护。制砖设备用挤出机实现砖坯条的挤出成型。一般是采用螺旋绞刀的旋转推进方式,使原料通过特定的出口形状而实现的。其螺旋推进时的轴向反力,应该由主轴(绞刀轴)上的推力调心滚子轴承承载。而夹壳联轴器是联接挤出机主轴与减速器输出轴来实现传递转矩的关键联接件。如果该夹壳联轴器使用时调整不当,会将螺旋绞刀的推进反力,通过夹壳联轴器直接传递到减速器的圆锥滚子轴承。再则,挤出机使用环境,有时不可避免地在进入挤出机的原料中混入铁器、石块等杂物,使挤出机在挤出过程中,螺旋绞刀受阻,夹壳联轴器受到短时间过载,造成夹紧螺栓松动。至此会造成:一是挤出机主轴受到的轴向载荷没有被推力调心滚子轴承承受,从而使传动电动机负荷过重、减速器温升过高、减速器输出轴上的圆锥滚子轴承寿命折损;二是锁紧螺栓松动,使夹壳联轴器内表面摩擦力不足,主轴键槽受力面受挤压出现金属滑移而剥落等事故。为避免上述事故的发生,笔者根据自己从事技术工作的实践,就制砖设备即挤出机上夹壳联轴器的使用、调整与维护进行综述,供读者探讨。
挤出机使用、主轴轴承换或拆卸修理后的 一次使用,因装配时,夹壳联轴器的联接和夹紧是在主轴未承载推进反力的状态下联接夹紧的,此时主轴上的推力调心轴承没有承载轴向载荷,且减速器输出轴与挤出机主轴的轴向距离,受夹壳联轴器的约束是的。当挤出机重载推进时,主轴受到的推进反力,通过夹壳联轴器,就直接传递到减速器的圆锥滚子轴承上,造成该轴承过载发热,传动电动机负荷过重等现象。为使推力调心滚子轴承承受主轴受到的推进反力须注意:①当挤出机进入重载时,应及时停机。然后将夹壳联轴器上的外舌止退垫圈(图1)外舌打开,将螺母逐个稍作拧松,点动主机离合器,这时主轴受到推进反力的作用,主轴会向后移动至推力调心滚子轴承受力;再逐个对称拧紧螺母、恢复防松。②可调整减速器输出轴端的调整螺母。松动调整螺母约1/2圈,点动气动离合器,主轴受到推进反力的作用,主轴后退的同时,通过夹壳联轴器减速器的输出轴一同后退至主轴推力调心轴承承受轴向力。然后锁紧调整螺母、恢复防松(此项调整只能作微量调整,轴向调整过大会影减速器相啮合齿轮的重合度,降低齿轮寿命)。2防松处理夹壳联轴器生产厂家,为其传递,其配套的螺栓性能等级为8.8级;螺母性能等级为8级;防松垫圈是外舌止退垫圈或弹簧垫圈。初期使用时,在正确的使用和调整下,传递转矩是的。但是,一对对开的夹壳,用螺栓夹紧来实现两轴联接,主要是靠两半内表面的摩擦力和平键的辅助联接传递转矩。螺栓、螺母在长期受到夹紧力的作用和挤出机受到故障短时过载时,都会使螺栓杆部拉长、螺母螺纹变形而松动。如果螺栓松动,夹壳联轴器内表面的摩擦力降低,单靠平键的一侧传递转矩,会造成主轴键槽受力面金属滑移而剥落。因此,应注意夹壳联轴器的维护与防松。a.夹壳联轴器上使用的螺栓、螺母损坏后,不能用性能等级低于8.8级的螺栓、低于8级的螺母替代。以防螺栓受力后杆部拉长而松动。b.夹壳联轴器上使用的止退垫圈损坏后,应及时换。防松要牢固,以防螺母松动。c.夹壳联轴器在使用过程中,每月应定期维护。检查螺母是否松动,加力拧紧螺母。
只要做好了上述调整和维护工作,夹壳联轴器的使用才会,可减少经济损失。